
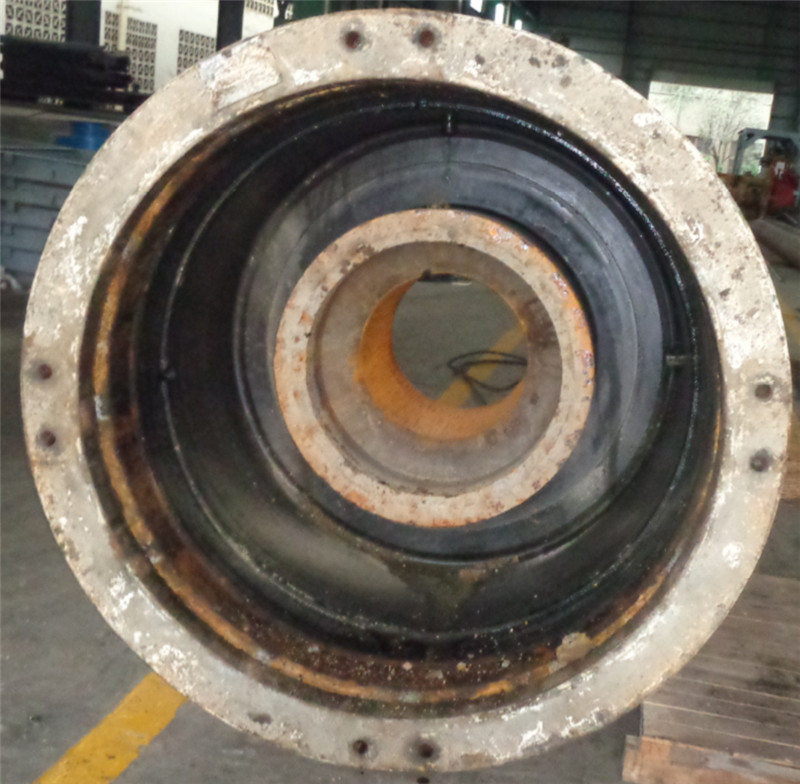
Originalfoto av BOP


Originalfoto av huvuddelarna efter sönderfallet av BOP



Foton av storleksinspektionen och feldetektering av huvuddelar


Inspektionen fann att diametern på hålet på skalet och det övre locket översteg standarden och behövde repareras genom överläggssvetsning
Foton av feldetektering av större delar



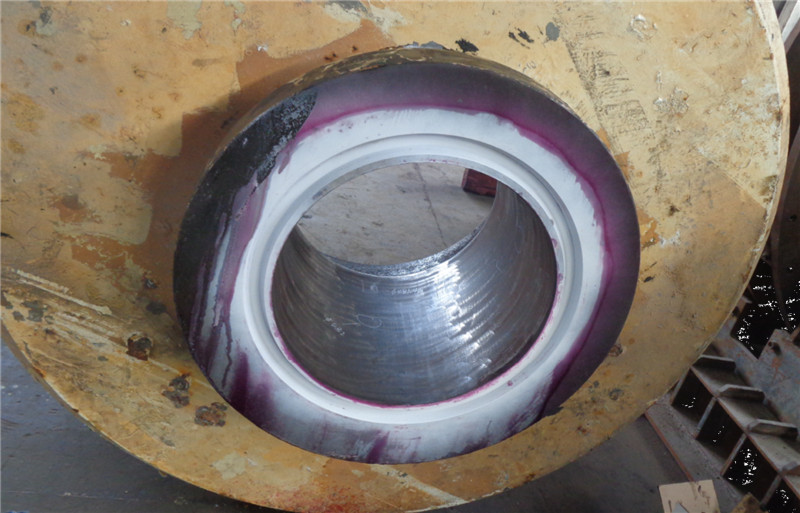
Foton på korrosionsgropar och spänningsreparationer av cylindriska tätningsytor i skalets vätskecylinder



Det finns två cirklar av täta korrosionsgropsdefekter runt omkretsen av den cylindriska tätningsytan i skalet. Foton av hårdbeläggningsreparation av korrosionsgropar.
Foton av de reparerade korrosionsgroparna och genomgående hål på den inre cylindriska tätningsytan på cylinderskalet



Inspektören fann att karossens diameter översteg standarden och att det fanns många täta mindre påfrestningar och korrosionsgropar i portkaviteten.
Bilder på takdiameterhål och bygelspår reparerade



Foto av den sfäriska tätningsytan på topplocket och stålringens spår, diameterhål och gängat hål efter reparation.

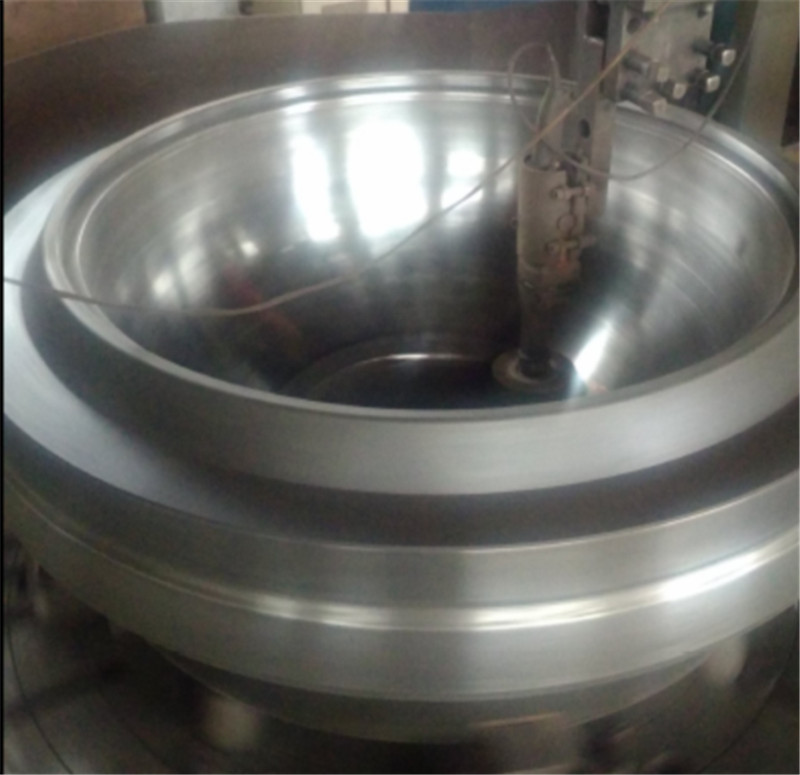

Efter polering visade det sig att det fanns många korrosionsgropar och töjningsdefekter i den sfäriska tätningsytan på topplocket.
Efter reparation svetsning reparation, och på en svarv för att bearbeta den inre sfäriska ytan.
Efter reparation, rengör gängan med en trådkran i det gängade hålet på topplocket.
Kolvreparationsfoto


De lätta korrosionsgroparna och spänningarna på kolvens tätningsyta repareras och svetsas och poleras på svarven efter svetsning.

Bilder efter fixning
Återmontering och trycktest och färdiga foton


